.jpg)
.jpg)




.jpg "اين يك عنوان آزمايشي است")
.jpg "اين يك عنوان آزمايشي است")
.jpg "اين يك عنوان آزمايشي است")



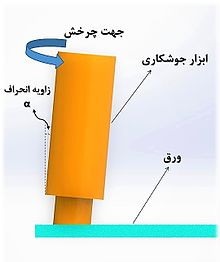
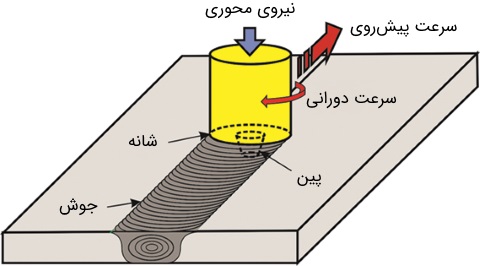
زاویه انحراف ابزار
به طور کلی زاویه انحراف ابزار میتواند از صفر تا ۴ درجه برای مواد مختلف تغییر می کند.
ولی برای بیشتر مواد بهترین محدود این زاویه ۲٫۵ تا ۳٫۵ درجه میباشد.
وجود این زاویه باعث میشود که موادی که در هنگام نفوذ و حرکت ابزار در زیر قسمت مقعر شانه به دام افتاده و پلاستیک شدهاند، با استفاده از نیروی فورج پشت ابزار با فشار زیاد به داخل قطعه بازگردند؛
بنابراین اثرات این زاویه باعث رفتن استحکام و ایجاد ریز ساختار همگن و یکنواخت درجوش خواهد شد.
انتخاب صحیح زاویه انحراف که در خلاف جهت پیشروی ابزار است، بطوری که ارتفاع شولدر درعقب ابزار کمتر از جلوی آن می باشد، باعث می شود عمل فورجینگ مواد پشت ابزار در تشکیل پیوندی محکم تر و با عیب کمتر کمک کند.

زاویه انحراف ابزار نقش زیادی در میزان نیروی اصطکاکی، حرارت ورودی و همچنین ترکیب جریان مواد ناشی از پین و پیشانی ابزار دارد بطوری که با افزایش این زاویه، میزان نیروی محوری و حرارت ورودی افزایش یافته و جریان مواد تغییر شکل یافته بهتر می شود.

از طرف دیگر مواد پلاستیک در نزدیکی انتهای پین، اکسترود شده و بعلت زاویه انحراف کوچک تر به پایین رانده می شود. همه ی اینها روی هم رفته بر امکان تشکیل عیوب جوشکاری در روش FSW تاثیر گذار خواهند بود.



نظرات ارسال شده